










































































土库曼斯坦ZJ70钻机固控系统
发布者:管理员 | 发布时间:2025-03-24 | 阅读次数:70
项目背景:
土库曼斯坦作为中亚地区重要的能源生产国,其油气资源开发对钻井设备的可靠性和环保性要求极高。为满足当地某大型油田的高标准钻井需求,西安科迅为ZJ70钻机配套了一套高效、环保的固控系统,旨在优化钻井液处理流程,提升钻井效率并降低废弃物排放。


项目概况:
项目地点:土库曼斯坦某油气田
钻机型号:ZJ70钻机
固控系统配置:五级净化系统(含振动筛、除砂器、除泥器、离心机、搅拌器等)
处理能力:满足7000米深井钻井液循环需求
技术亮点:模块化设计、自动化控制、环保节能
系统组成与功能:
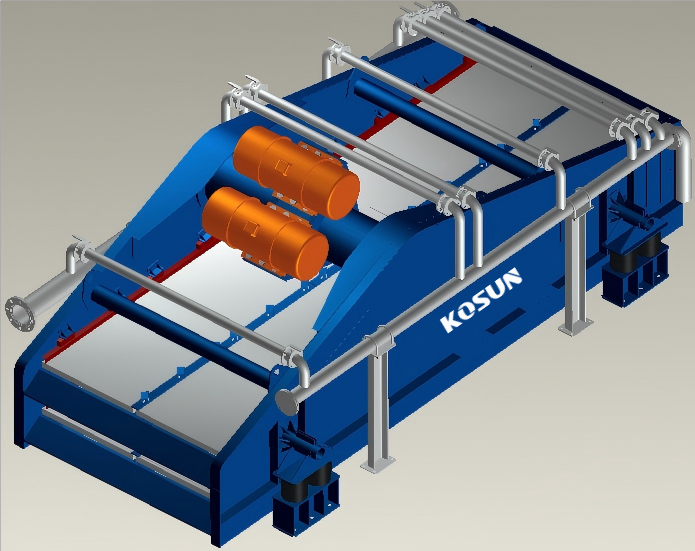
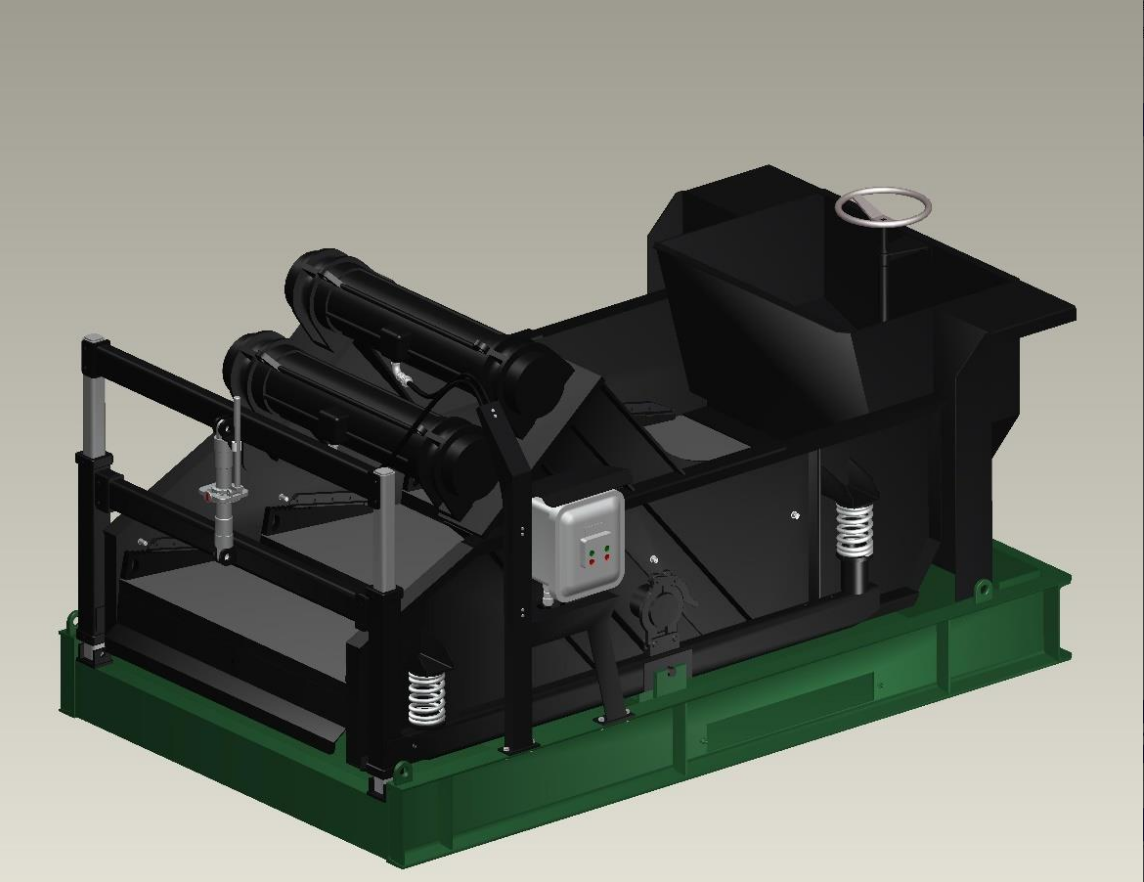
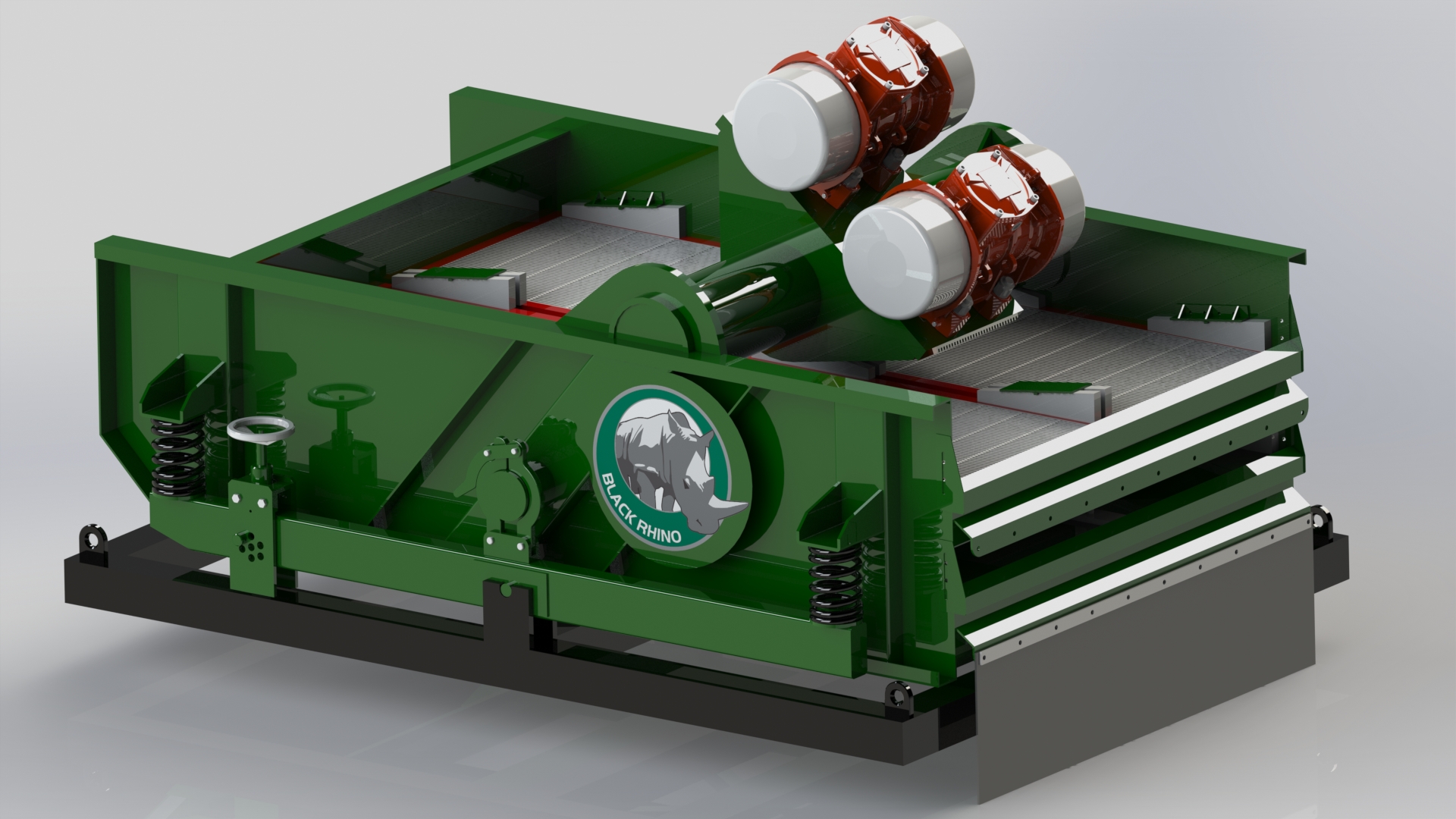
振动筛(一级净化):采用高频直线振动筛,处理量≥180m³/h,筛网目数可调,有效分离>74μm的钻屑。
除砂除泥系统(二级/三级净化):旋流器组(除砂器+除泥器)清除15-74μm的固相颗粒,降低钻井液密度。
离心机(四级净化):高速卧螺离心机分离2-10μm超细颗粒,控制钻井液粘度及稳定性。
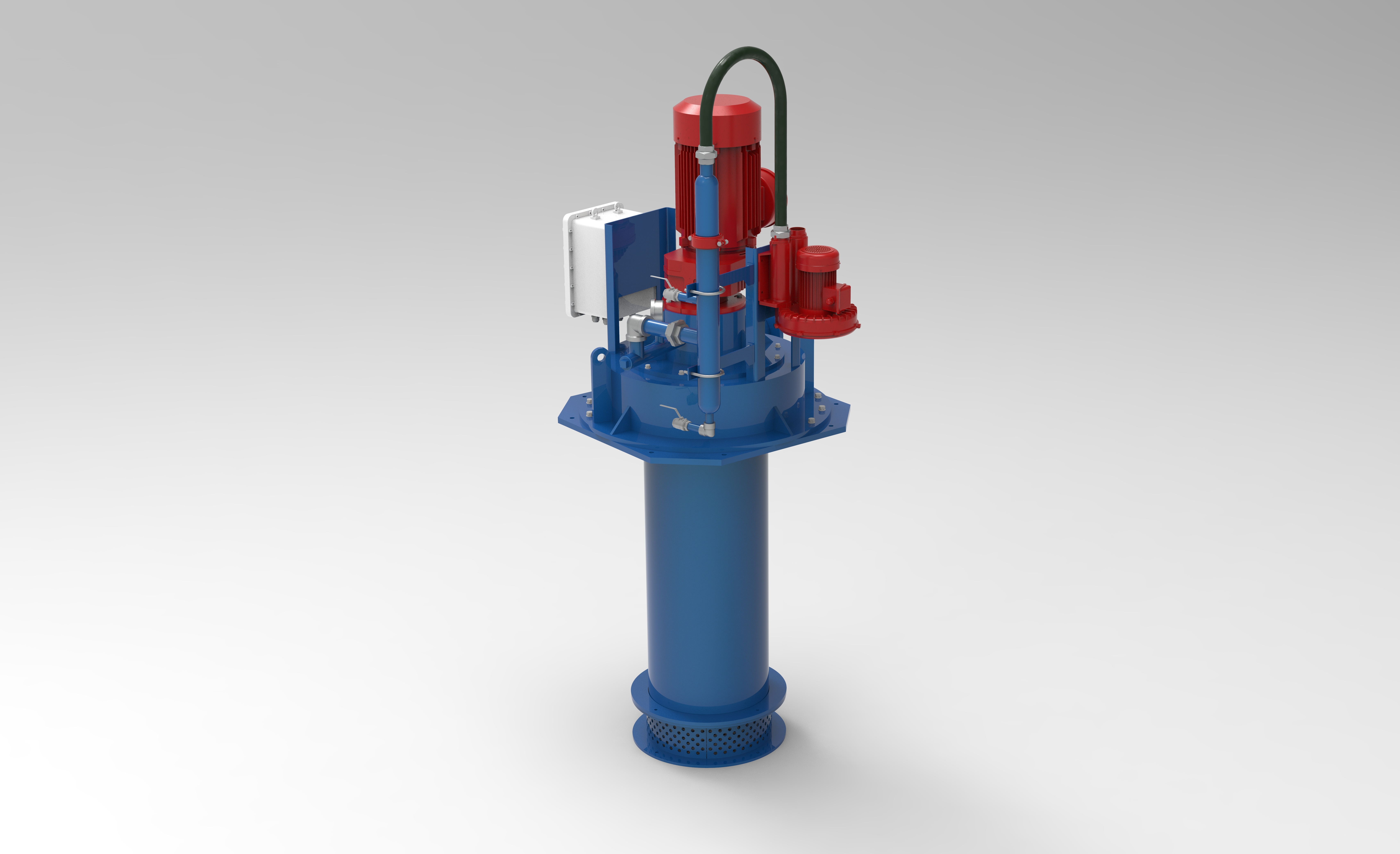
辅助设备:自动加药装置、搅拌器、液位控制系统,实现钻井液性能实时调控。


技术创新与优势:
适应性强:系统针对土库曼斯坦高温、沙尘环境优化,设计了遮阳棚。
环保合规:封闭式设计减少钻井液泄漏,废弃物处理符合当地环保法规。
智能化管理:PLC集中控制,实时监测流量、密度、固相含量等参数,降低人工干预。
项目成果:
效率提升:固相清除率≥95%,钻井液回收利用率提高30%,显著降低钻井成本。
客户评价:系统运行稳定,助力钻机日进尺量提升15%,获油田方高度认可。
行业示范:成为土库曼斯坦深井钻井固控系统的标杆案例,后续获同类项目订单。
土库曼斯坦ZJ70钻机固控系统通过定制化固控解决方案,攻克了高温环境下钻井液处理的难题,体现了中国制造的技术实力与本地化服务能力,为土库曼斯坦油气开发提供了可靠支持。

